Four 2025 Manufacturing Trends Your Boss Expects You To Know
In 2025, Australian Manufacturing is not just changing; it’s being rewritten.
The global manufacturing landscape is undergoing a seismic shift. Economic challenges, technological disruptions, and sustainability demands are converging to create unprecedented opportunities for Australian manufacturers.
The pain is real: Skill shortages, supply chain vulnerabilities, and the constant pressure to innovate are testing even the most resilient businesses. Manufacturers are caught between maintaining traditional operations and embracing a digital-first future.
But what if these challenges are your most significant competitive advantage?
This year marks a turning point. Advanced technologies, innovative manufacturing strategies, and a renewed focus on local capabilities transform how we make things. From AI-powered factories to sustainable production methods, Australian manufacturing is not just adapting – it’s leading the global conversation.
This blog will unveil the top trends defining Australian Manufacturing in 2025. We’ll show you how forward-thinking companies turn potential disruptions into breakthrough opportunities.
Evolving Consumer Expectations in Manufacturing
The manufacturing sector is experiencing significant transformation, driven by technological advancements and changing consumer demands. As we approach 2025, manufacturers are increasingly expected to take responsibility for the entire consumer experience, extending beyond traditional quality assurance roles.
Key trends shaping this shift include:
Direct-to-Consumer Sales: Manufacturers are now engaging directly with end consumers, blurring the lines between production and retail.
Heightened Expectations: Consumers now demand from manufacturers the same level of service they expect from retailers, including:
Real-time product and inventory visibility
Rapid delivery times
Seamless communication
End-to-end experience management
Supply Chain Transparency: Consumers are more aware of manufacturers' roles in the supply chain, leading to increased accountability for customer satisfaction.
Retailer Partnerships: Retailers are looking to manufacturers to help deliver superior customer experiences, aligning their expectations with those of consumers.
To meet these evolving demands, manufacturers are focusing on:
Cloud Migration: Moving operations to cloud platforms for improved agility and scalability.
Integration: Developing interconnected systems and applications to enhance efficiency and speed up product development.
Customer-Centric Approach: Prioritising customer experience throughout the manufacturing process.
This shift represents a significant change from traditional manufacturing models, where producers were often removed from end consumers. As we move towards 2025, the ability to adapt to these new consumer expectations will be crucial for manufacturers' success in an increasingly competitive landscape.
The manufacturing sector is undergoing a profound transformation driven by Industry 4.0 technologies. These innovations are revolutionising operations, enhancing efficiency, and increasing agility across the industry, achieving a significant lift in productivity - between 15% and 30% in some cases - alongside downtime reductions as much as 50%.
As we approach 2025, the integration of automation, robotics, and Internet of Things (IoT) devices is expected to optimise production processes, reduce operational costs, and elevate product quality.
In response to ongoing challenges such as rising material and labour costs, persistent skills gaps, and potential geopolitical disruptions, manufacturing organisations are likely to maintain their focus on digital technology investments throughout 2025. Priority will be given to strengthening digital core capabilities and data foundations, enabling targeted, high-ROI applications of cutting-edge technologies like Artificial Intelligence (AI), Generative AI, and Extended Reality (XR).
Industry 4.0 Technologies:
Add extra information from below
Add use statistics
Put into Infograph
Add extra information to other sections
Change Boring Titles
Internal Links
Summarise for LinkedIn article
create linkedin carasoul
Big Data and AI Analytics: In the Industry 4.0 landscape Big Data is collected from a range of sources, including equipment, IoT devices, and business operations. AI-powered analytics will process this data in real-time, enhancing decision-making and automation across manufacturing and supply chain management. (Add how many people utilising this)
Horizontal and Vertical Integration: Industry 4.0 emphasizes seamless integration at both horizontal and vertical levels. Horizontal integration connects processes across production facilities and supply chains, while vertical integration links all organizational layers, from the shop floor to top management. In 2025 Manufacturing landscape we will see many more organisations implementing this integration to ensure production is tightly integrated with business processes like R&D, sales, marketing and quality assurance - reducing data and knowledge gaps whilst streamlining operations.
Cloud Computing: Cloud technology will continue to be the backbone of Industry 4.0, supporting advanced technologies like AI, machine learning, and IoT integration. It enables real-time communication and coordination of cyber-physical systems.
Augmented Reality (AR): AR systems will allow employees to visualize real-time IoT data, digital parts, and instructions through smart glasses or mobile devices. Nearly 30% of industrial product manufacturers plan to invest in AR technologies in the coming years.
Industrial Internet of Things (IIoT): IIoT will remain central to Industry 4.0, with sensors and RFID tags providing real-time data on equipment condition, performance, and location, optimizing supply chains and product design.
Additive Manufacturing/3D Printing: 3D printing will expand beyond prototyping, enabling mass customization and distributed manufacturing. The technology will incorporate a wider range of materials, including metals, polymers, and biomaterials.
Autonomous Robots: Advanced autonomous robots, equipped with AI and machine vision, will perform complex tasks with minimal human intervention, from inventory scanning to delicate assembly operations.
Simulation/Digital Twins: Digital twins will allow businesses to simulate and analyze real-world machines, products, and systems based on IoT sensor data, improving performance and maintenance. The Australian metaverse market is projected to grow at an annual rate of 38.95% from 2025 to 2030.
Cybersecurity: With increased connectivity, robust cybersecurity measures will be crucial. Zero Trust architectures and technologies like machine learning will automate threat detection and response.
Microfactories: Small, modular manufacturing facilities using advanced technologies will offer increased agility and resilience, optimizing processes and improving personalisation.
Smart Factories: Integrating machines, people, and data into a digitally connected ecosystem, smart factories will develop enhanced predictive capabilities. Factory automation levels are expected to increase from 69% to 79% over the next decade.
Cloud Computing: Cloud computing is a great enabler of Industry 4.0 and digitial transformation. Today's cloud technology provides the foundation for most advanced technologies - from AI to machine learning to IoT integration. The data that fuels Industry 4.0 technologies reside in the cloud, and the cyber-physical systems at the core of industry 4.0 use the cloud to communicate and coordinate in real time.
Augmented Reality (AR): Augmented reality typically overlays digitial content to a real environment. With an AR system employees use smart glasses or mobile decices to visualise real-time IoT data, digitialised parts, repair or assembly instructions, training content, and more - all while looking at a physical thing like a piece of equipment or a product. Nearly 30% of industrial product manufacturers plan to invest in AR technologies over the next one to three years, while more than 40% plan to invest in AI and Machine Learning.
Industrial Internet of Things (IIoT): The Internet of Things (IoT)– more specifically, the Industrial Internet of Things– is so central to Industry 4.0 that the two terms are often used interchangeably. Most physical things in Industry 4.0 – devices, robots, machinery, equipment, products – use sensors and RFID tags to provide real-time data about their condition, performance, or location. This technology lets companies run smoother supply chains, rapidly design and modify products, prevent equipment downtime, stay on top of consumer preferences, track products and inventory, and much more.
Additive manufacturing/3D printing: Additive manufacturing, or 3D printing was initially used as a rapid prototyping tool but now offers a broader range of applications, from mass customisation to distributed manufacturing. With 3D printing, parts and products can be stored as design files in virtual inventories and printed on demand at the point of need – reducing both costs and the need for off-site/off-shore manufacturing. Every year, the extent of3D printing grows more varied, increasingly including base filaments such as metals, high-performance polymers, ceramics, and even biomaterials.
Autonomous robots: With Industry 4.0, a new generation of autonomous robots is emerging. Programmed to perform tasks with minimal human intervention, autonomous robots vary greatly in size and function, from inventory scanning drones to autonomous mobile robots for pick and place operations. Equipped with cutting-edge software, AI, sensors, and machine vision, these robots are capable of performing difficult and delicate tasks – and can recognise, analyse, and act on information they receive from their surroundings.
Simulation/digital twins: A digital twin is a virtual simulation of a real-world machine, product, process, or system based on IoT sensor data. This core component of Industry 4.0 allows businesses to better understand, analyse, and improve the performance and maintenance of industrial systems and products. An asset operator, for example, can use a digital twin to identify a specific malfunctioning part, predict potential issues, and improve uptime. It is anticipated the Metaverse market in Australia will continue to expand at an annual growth rate of 38.95% from 2025 to 2030, resulting in a projected market volume of US$8,421m by 2030.
Cybersecurity: With the increased connectivity and use of Big Data in Industry 4.0, effective cybersecurity is paramount. By implementing a Zero Trust architecture and technologies like machine learning and block chain, companies can automate threat detection, prevention, and response – and minimise the risk of data breaches and production delays across their networks.
Microfactories: Post-pandemic, the industry is exploring alternative models to minimise business disruptions. Decentralised Manufacturing, including concepts like micro-factories, offers increased agility and resilience. Microfactories are small-to-medium, modular manufacturing facilities that use state-of-the-art technology, including AI, machine learning, and big data to optimise processes and improve personalisation.
Smart Factories: A smart digitial factory works by integrating machines, people, and big data into a single, digitially connected ecosystem. A smart factory not only curates and analyses data, but in 2025 we will see many more factories developing enhanced predictive capabilities, responding intuitively to demand fluctions. As more organisations start implementing smart factories into their supply chains, we will see average factory automation levels increasing from 69% to 79% over the next decade.
Manufacturing 4.0 Solutions in Action
The digitial transformation associated with Industry 4.0 brings about both cultural and operational evolution. By unifying and connecting people, data and assets, manufactuers are creating an almost limitless range of potential optimisations. Below are a few examples of how Industry 4.0 solutions are being used in 2025 manufacturing and supply chains.
Collaborative Design Platforms: Industry 4.0 supports the creation of collaborative design platforms where R&D teams, product designers, and stakeholders from across the organisation can access and contribute to design data and insights. This open approach fosters cross-functional collaboration, idea sharing and knowledge exchange, leading to more informated design decisions and the faster development of innovative, customer-centric products.
Predictive Maintenance and Operations: By integrating IoT sensors and data analytics, manufacturing businesses can monitor equipment health in real-time. Predictive maintanence and operations protocols that automatically notify end users so that issues can be proactively addressed. Applied internally, this keeps production moving smoothly and decreases the chance of unexpected disruption, whilst reducing downtime by up to 50% and extend asset lifespan as much as 40%.
Supply Chain Optimisation: Industry 4.0 supports end-to-end visibility across your global supply chain. With real-time data from suppliers, inventory levels, production schedules, consumer demand, internal teams, you can optimise logistics, balance supply and demand, improve order fulfilment, and enhance your overall manufacturing and supply chain efficiency.
Agile Manufacturing: The ongoing integration of AI and advanced analytics in 2025 are facilitating manufacturing teams to gather and analyse real-time customer insights and feedback from sources like social media, online reviews, and customer support interactions. Manufacturing companies R&D teams and product designers will leverage this data to identify consumer preferences, pain points, and emerging trends. BY incorperating this feedback into the design process, we will see teams that can quickly develop products that better align with market demands, improving satisfaction, and driving innovation.
Automated demand forecasting and production scheduling: In order to meet customer expectations, manufacturers need to accurately forecast demand. Many companies are now using integrated data and systems that are able to track connected customer inventory and sales volumes autonomously, and inform production of upcoming demands. This allows manufacturers to create automated purchase order process that ensure inventory or material demands are met according to need. These cognitive supply chains use AI and automation to track supply and demand and automatically order more inventory. Automated demand forecasting can then trigger automated production scheduling based on certain rule, creating a more stable and predictive supply chain and ensuring demand can be met.
Visible Supply Chain Management: Cloud-based, integrated order management systems and inventory management systems help connect every member of the supply chain while providing real-time visibility. This enables anyone in the supply chain to easily track inventory status. Automation enables rules to trigger actions or alerts so that disruptions or delays can be managed before they impact production or customer satisfaction. STAT
Quality Control and Defect Detection: Leveraging IoT devices and machine learning algorithms, we will see many manufacturing teams collecting real-time data from their production lines. By continiously monitoring the manufacturing and production process, teams will detect anomalies, identify quality issues, and take corrective actions quickly.
Circular Economy Practices: Industry 4.0 supports the implementation of circular economies, focusing on reducing waste and maximising the reuse, refurbishment, and recycling of materials. In 2025 we will see many manufacturing companies leveraging big data analytics and IoT networks to track product lifecyles, implement reverse logistics for product returns, and optimise the recovery of valuable resources.
To address these evolving talent needs, manufacturing companies must invest heavily in upskilling and reskilling their existing workforce while attracting new talent with the required digital and technological expertise. Collaboration with educational institutions to develop targeted training programs will be crucial in bridging the skills gap and preparing the workforce for the manufacturing landscape in 2025 and beyond.
Reshoring & Supply Chain Resilience: A Shifting Landscape
As we approach 2025, the manufacturing sector continues to grapple with supply chain challenges, albeit less severe than during the peak of the COVID-19 pandemic. While production material lead times have improved since 2022, they remain notably higher than pre-pandemic levels. Global supply chain disruptions persist, accompanied by elevated costs.
Several factors are expected to contribute to ongoing supply chain risks, disruptions, and potential delays in 2025:
Shipping Challenges: Geopolitical tensions, such as Houthi Militia attacks in the Red Sea, may necessitate route changes. Environmental factors, like drought conditions affecting the Panama Canal, could resurface, impacting deliveries between the US and Asia.
Labour Issues: Persistent labour shortages across the value chain may lead to delays and increased costs. A 2024 survey revealed that over 80% of respondents experienced production disruptions due to labour turnover. Labour unrest, exemplified by the brief US dockworkers' strike in October 2024, poses additional challenges.
US Dockworker Strike in October affecting global supply chains
Policy Uncertainties: Following the "super year" of elections in 2024, potential governmental and policy changes could significantly impact global supply chains. Governmental and ensuing policy changes can affect global supply chains due to several factors, including geopolitical tensions, trade, tariffs, and industrial policy.
The United Nations has warned that the "2025 trade outlook is clouded by potential US policy shifts, including broader tariffs that could disrupt global value chains and impact key trading partners." Manufacturers are particularly concerned about international trade uncertainties, with 34% citing trade issues as a primary business challenge in a recent survey.
Companies are shifting their strategies to balance optimized cost with resilience in response to these ongoing pressures. This involves diversifying sources, pursuing strategic mergers and acquisitions, enhancing partnerships, and building internal capabilities.
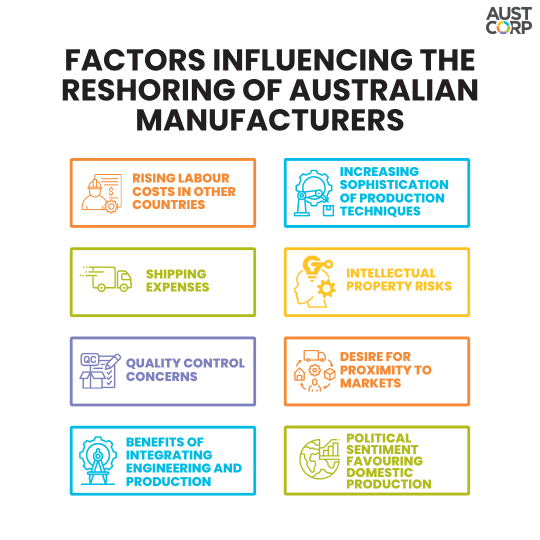
Australian manufacturers are exploring reshoring and nearshoring options to reduce dependence on international suppliers. This shift is driven by various factors, including:
The aim is to enhance resilience and create more localised supply chains, which can reduce transportation costs and emissions. In 2025, reshoring is settling in as a more feasible and necessary supply chain solution, evolving beyond a response to a temporary challenge to become a more conventional way of operating.
Furthermore, manufacturers invest in digital tools to enable advanced supply chain planning, improve collaboration, and enhance visibility. A recent study found that 78% of manufacturers have implemented or plan to invest in supply chain planning software. Big data, advanced analytics, and supply chain digitalization are expected to be among the top trends impacting industrial product manufacturers' supply chains by 2027.
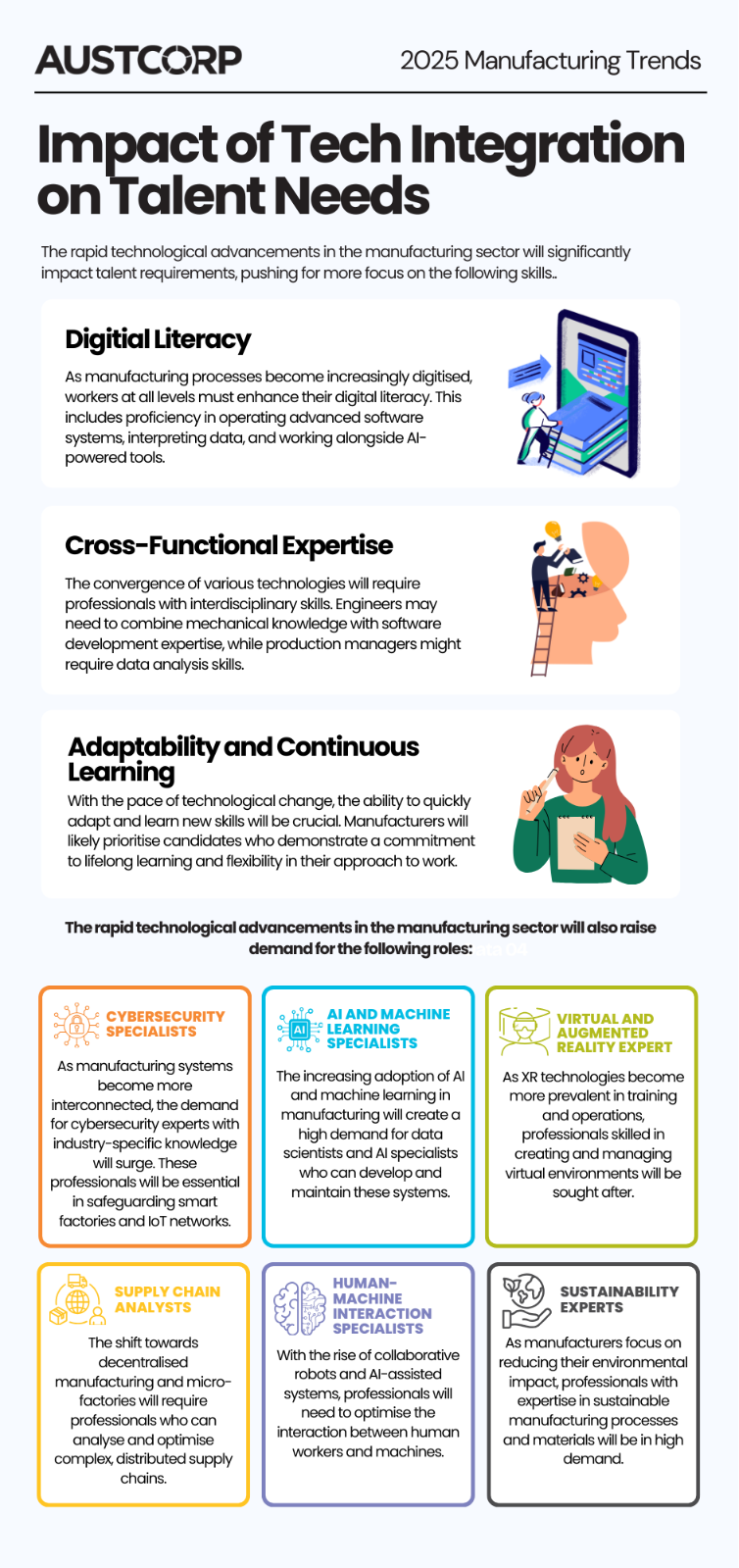
Impact on Talent and Skill Needs
The shift towards reshoring and supply chain resilience will significantly influence talent needs within the Manufacturing industry, specifically driving demand for the following roles.
To meet these evolving talent needs, manufacturing companies must invest in upskilling their existing workforce and collaborate with educational institutions to develop targeted training programs. Additionally, they may need to compete with other industries for talent in data analytics and sustainability, necessitating attractive compensation packages and career development opportunities.
The reshoring trend also presents an opportunity for regions that have experienced a manufacturing decline to revitalize their workforce. This may involve partnerships between industry, government, and educational institutions to create training programs that align with the needs of modern, resilient supply chains.
Strengthening Sustainability Commitments: A Manufacturing Imperative
The manufacturing and raw materials industry is under increasing pressure to reduce its environmental footprint. In 2022, this sector was responsible for 64 Mt CO2-e (million tonnes of carbon dioxide equivalent), with five subsectors—alumina and aluminium, iron and steel, lime and cement, ammonia, and waste—accounting for over 80% of the industry's emissions.
Despite recent progress, the industry still has a considerable journey ahead to meet ambitious national targets for carbon neutrality by 2050. Manufacturers are now compelled to scrutinise their entire supply chain, seeking opportunities to minimise waste, diversify suppliers, and prioritise fuel-efficient and electric vehicles on the factory floor and for product delivery.
Prioritising Carbon Neutrality: A 2022 study by Climate Impact Partners revealed that 42% of Fortune Global 100 companies have achieved or committed to a significant climate milestone by 2050. While carbon neutrality is a commendable first step, climate experts emphasise that addressing emissions throughout the supply chain is crucial for achieving zero carbon goals.
Manufacturers are increasingly investing in "smart building" technologies, exploring renewable energy sources, and adopting electric vehicles. These initiatives contribute to sustainability goals and offer tangible business benefits. A 2021 McKinsey survey indicated that 22% of manufacturers generated value from sustainability initiatives over the past five years, with 40% expecting to do so in the next five years.
Rise of the HEM Sector: Australia's hydrogen electrolyser manufacturing (HEM) sector is poised for significant growth. A CSIRO report projects that this sector could generate $1.7 billion in revenue and create nearly 4,000 jobs by 2050. This opportunity positions Australia as a key player in the global transition to renewable hydrogen production, leveraging the country's natural and technical advantages.g
Hysata partnership advancing green hydrogen electrolyser tech
Embracing the Circular Economy: The circular economy is gaining traction in manufacturing, with Gartner predicting widespread adoption by 2029. This approach is crucial for waste reduction, considering that manufacturing accounts for approximately 50% of the world's generated waste. Gartner also forecasts that 74% of supply chain leaders could expect increased profits through 2025 by embracing circular economy principles.
Adoption of Direct Current (DC) Technology: Direct Current (DC) technology is emerging as a transformative trend for 2025, playing a significant role in energy transition and sustainability enhancement. DC grids have demonstrated the potential to reduce energy consumption in existing systems and decrease peak power demand, contributing to greater overall efficiency. Companies like LAPP are pioneering this shift, developing cables and wires for low-voltage DC grids in industrial applications.
Impact on Talent and Skill Needs
The strengthening of sustainability commitments in the manufacturing sector will significantly influence talent demands, specifically increasing the demand for the following roles:
To meet these evolving talent needs, manufacturing companies must invest in upskilling their existing workforce and collaborate with educational institutions to develop targeted training programs in sustainability-related fields. Additionally, they may need to compete with other industries for talent in areas like renewable energy and data science, necessitating attractive compensation packages and career development opportunities focused on sustainability.
The shift towards more sustainable manufacturing practices also presents cross-disciplinary collaboration opportunities. Companies may benefit from creating teams that combine traditional manufacturing expertise with sustainability knowledge, fostering innovation in eco-friendly production methods.
Furthermore, as sustainability becomes increasingly central to manufacturing operations, soft skills such as change management, stakeholder engagement, and effective communication will be crucial. Professionals who articulate the business case for sustainability initiatives and drive organizational change will be particularly valuable in this evolving landscape.
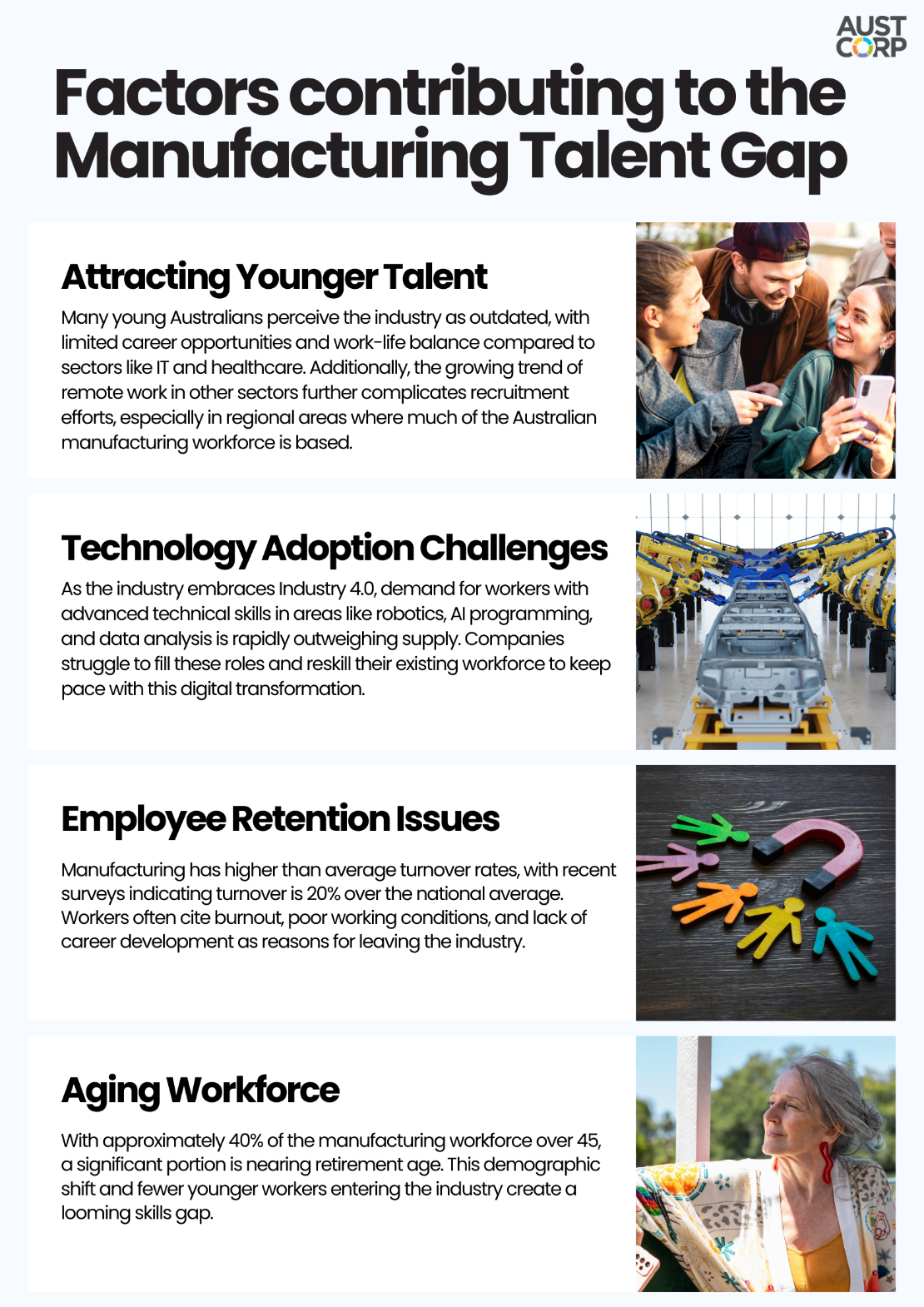
Talent Shortage:
The Australian Manufacturing sector faces a critical talent shortage in 2025. According to recent reports, economic uncertainty and a lack of skilled labour are among the top challenges for Manufacturing Leaders, with nearly three-quarters of Manufacturing executives citing attracting and retaining a qualified workforce as their primary business concern.
With projections indicating the sector will require an additional 120,000 workers by 2033, hiring and retaining skilled talent is more crucial than ever for manufacturing companies to meet demands and sustain growth in 2025.
HR leaders have identified several key factors contributing to this talent gap:
Strategies for 2025:
To address these challenges, we predict many Manufacturing companies implementing the following:
With a looming skills gap caused by an aging workforce, we can predict HR leaders ramping up the focus on attracting younger talent to the sector. This may include targeted recruitment campaigns for Gen Z audiences and continued brand work to help cater the organisation's image to these younger audiences. Additionally, we will see a priority for succession planning within these organisations.
With the rise of Industry 4.0, many companies will develop continuous learning programs, promote digital literacy, and offer industry-specific training in digital technologies. Additionally, we will see many companies partnering with 3rd party providers like recruitment agencies to assist in targeted recruitment strategies for these advanced technical skills.
With the declining number of young Australians joining the sector, we will see many companies pushing content to change the narrative around manufacturing. The top points to address will highlight the innovative technologies used in modern manufacturing, the career progression opportunities, and the industry's critical role in Australia's economy. Additionally, we will see many companies implementing flexible work options, better career development programs and improved work-life balance to make manufacturing roles more attractive.
Additionally, we are set to see the continuation of government initiatives like the one below, which will continue to address and cater to these talent concerns.
State Government Initiatives: The Northern Territory Manufacturing sector is set for a boost as the Advanced Manufacturing Ecosystem Fund (AMEF) gains traction. The fund aims to accelerate the growth of advanced manufacturing capabilities in the region. Managed by the Advanced Manufacturing Growth Centre (AMGC) in partnership with the NT government, the fund provides targeted financial support to businesses and projects demonstrating the potential to create high-value jobs.
Federal Government Support: The National Skills Agreement marks a five-year partnership between the Commonwealth, states and territories to strengthen Australia's vocational education and training (VET) sector. This agreement aims to deliver a national VET system that provides high-quality, responsive and accessible education, boosting productivity and helping Australians gain skills for well-paid, secure jobs.